Case

Case
In the vast field of industrial production, dust problems are nearly ubiquitous, especially in industries such as cement, mining, and food processing, where dust poses significant challenges to production systems. Dust not only affects the production environment but also causes severe wear on equipment and even presents safety risks. As the core component for controlling the flow paths of dust, the proper selection of valves is crucial, directly impacting the safety, efficiency, and stability of the system.
1. Characteristics of Dust Media
Physical Properties: Dust particles range from a few microns to several hundred microns in size. Fine dust, such as PM2.5, can remain suspended in the air, behaving like a gas, while coarser particles tend to settle, causing blockages and uneven flow in pipes, especially at bends or changes in flow velocity. Additionally, the bulk density and compaction of the dust affect the valve's sealing performance. Light dust may cause poor sealing, while heavier dust accelerates valve wear.
Chemical Reactivity: Some dusts have high chemical reactivity, particularly metallic dusts like aluminum and magnesium, which easily oxidize and may even lead to explosions. Other dusts contain highly corrosive components, such as acidic salts and alkaline oxides in chemical dust, which can accelerate the corrosion of metal parts in valves, impacting their lifespan and operational efficiency.
Electrostatic Properties: Dust accumulates static electricity during movement and friction. When the electrostatic potential difference reaches a certain threshold, it can result in sparks, which may ignite the dust and cause an explosion, especially in closed valve chambers. The electrostatic properties of dust must therefore be considered when selecting valves.

2. Valve Type Selection
Ball Valves: Ball valves operate by rotating a ball to open or close the valve. The smooth internal passage is well-suited for the passage of spherical dust particles, offering low pressure loss and ensuring efficient dust transportation. Soft-seal ball valves are commonly used in industries such as food and pharmaceuticals, where high sealing performance is essential to prevent fine dust leakage. However, frequent operation can cause wear on the sealing components, so regular maintenance and replacement are necessary.
Butterfly Valves: Butterfly valves are widely used in large-diameter dust pipelines due to their simple structure and cost-effectiveness. Bidirectional sealing butterfly valves provide excellent sealing performance in both forward and reverse airflow directions, making them ideal for ventilation and dust collection systems. Elastic sealing butterfly valves can tolerate a certain level of dust wear, making them suitable for medium-abrasive dusts like coal ash. However, they may struggle with sealing performance under high-pressure differential conditions.
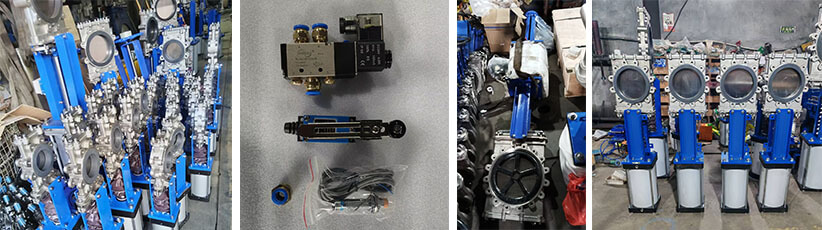
Knife Gate Valves: Knife gate valves use a straight-line cutting mechanism to cut through the material flow, and their large diameter is ideal for accommodating large dust particles. They are commonly used in industries like mining and construction. Hard-seal knife gate valves, with their hardened valve plates, are highly resistant to high temperatures and abrasion, making them suitable for high-temperature environments like cement plants. However, dust may remain on the sealing surface when closing, which can affect sealing performance.
3. Core Considerations in Valve Selection
Material Selection: It is critical to choose the right valve material based on the type of dust. For instance, 304 stainless steel is suitable for general acidic or alkaline dusts, while 316L stainless steel is better for environments with chlorides and other corrosive elements. Carbon steel valves, treated with galvanizing or coating, are effective in preventing wear and corrosion in environments without strong corrosives, such as in the building and mining industries. For sealing materials, nitrile rubber is suitable for oil-resistant and wear-resistant applications, while fluororubber performs well in highly corrosive environments.
Sealing Performance: Sealing is critical in dust environments, particularly in industries such as food and pharmaceuticals, where high sealing levels are required. High-grade sealing valves can effectively prevent dust leakage, ensuring a safe and clean production environment. Additionally, butterfly valves with a double-offset design help reduce friction and extend sealing life.
Ease of Operation: The mode of operation affects production efficiency. Smaller valves can be operated manually, but larger dust valves often require electric or pneumatic actuation. Electric drive systems allow for remote control and automated operation, making it easy to set opening and closing schedules. Pneumatic drives respond quickly and are particularly suitable for environments with flammable or explosive dusts.
4. Case Studies and Insights
For example, in a large cement plant's raw material grinding system, the initially used standard knife gate valve failed due to the high temperature and hardness of the limestone dust, leading to frequent seal failure and valve plate wear. This caused significant downtime and production losses. After replacing it with a carbide-coated, hard-sealed knife gate valve, coupled with a nitrogen purge system, the valve’s lifespan was significantly extended, and operational costs were reduced.
In another case, a food processing plant's pneumatic conveying system for flour faced issues with dust leakage from the rotary valve, which led to excessive dust in the workshop and posed an explosion hazard. After replacing the valve with a high-precision, silicon rubber-sealed rotary valve, combined with a variable frequency drive for precise control of the discharge, the production environment improved, dust levels were controlled, and production efficiency increased.
5. Conclusion
When facing the challenges posed by dust media, the correct valve selection is like equipping industrial production with a strong "armor." By thoroughly analyzing the physical, chemical, and electrostatic properties of dust, and considering the valve's material, sealing performance, and operational mode, risks in production can be reduced, and system stability and efficiency can be enhanced. In the future, with the development of intelligent technologies, innovations such as smart sensors and self-regulating valves will further drive the evolution of the valve industry, helping us better tackle the challenges of dust and ensuring safe, efficient, and clean industrial production.